
电 话:0515-83855886
传 真:0515-83855899
邮 箱:bandari@vip.163.com
网 址:www.bandari.com.cn
地 址:江苏省大丰市经济开发区祥丰路1号

不锈钢管按材质分为普通碳素钢管、优质碳素结构钢管、合金结构管、合金钢管、轴承钢管、不锈钢管以及为节省贵重金属和满足特殊要求的双金属复合管、镀层和涂层管等。江苏直缝焊管薄壁焊管的定位焊起弧和结尾处应圆滑过渡,焊道不能太高,必须保证熔合良好,以防产生未焊透、夹渣等缺陷。尽量避免强制装配,以防在焊接过程中,焊件的定位焊缝或正式焊缝开裂,必要时可增加定位焊缝的长度,并减小定位焊缝的间距,或者采用热处理措施。非标直缝焊管薄壁焊管的加工方法也有很多种。很多还属于机械加工类的范畴,用的最多的是根据焊接技术可分为为自动焊焊接、手工焊接。自动焊一般采用埋弧焊、等离子焊,手工焊一般采用氩弧焊加工法。

江苏直缝焊管薄壁焊管当然就离不开其焊缝的焊接方法,目前应用的不锈钢工业焊管的焊接方法主要有氩弧焊接、高频焊接、等离子焊接和激光焊等几大焊接方法。这几种焊接方法具有不同的特点,目前市场上使用最多的是氩弧焊接和高频焊接。直缝焊管薄壁焊管厂家下面就这几类焊接工艺技术为大家做个详细地介绍:(1)、不锈钢工业焊管:氩弧焊接,不锈钢工业焊管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钨极惰性气体保护的氩弧焊具有较好的适应性,焊接质量高、焊透性能好。(2)、不锈钢工业焊管:高频焊接,高频焊接具有较电源功率,对不同的材质、外径和壁厚的不锈钢管都能达到较高的焊接速度。(3)、不锈钢焊管:组合焊接技术,组合焊接方法也有好几种。

江苏直缝焊管薄壁焊管市场价格竞争越来越激烈,为了加强不锈钢焊管生产企业发展的后劲,不锈钢焊管工厂只有不断提高产品质量,探索和满足市场新需求。质量的严格控制是保证不304锈钢焊管质量的必要途径,而不锈钢原材料检验则是不锈钢焊管质量控制中的第一步,也是十分关键的一步。直缝焊管薄壁焊管厂家指出不锈钢原材料质量好坏是保证304不锈钢焊管成品质量的关键,因此,凡是进厂的不锈钢原材料在使用之前都要进行检验,验收质量是否合格,观察外表,测量宽度和厚度是否均等,特别是直拔料,除检验宽度、厚度外,还要进行化学成分和拉伸试验的检查,全部合格后才能正常投入生产中。
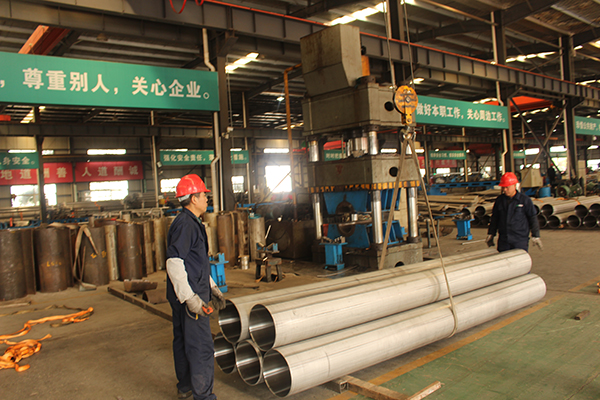
江苏直缝焊管薄壁焊管生产工艺流程大家并不陌生,可能大家也只知道一个大概的生产步骤,但详细到每个细节可能对部分客户来说还是不太了解。直缝焊管薄壁焊管厂家不得不说的一句话就是细节决定质量,但质量也是跟不锈钢焊管的价格挂勾的,也决定了不锈钢焊管的使用周期或者使用过程中是否顺利。不锈钢焊管看试简单,但也包含了10道工序,但有的工厂为了节省成本,已经忽略了很多工序,下面我们就简单介绍一下看有哪些工艺流程?不锈钢卷板→检验→分条→上制管机→自动成型→自动焊接→→钢管调直→自动切断→去除行刺→酸洗→探伤(X射线或涡流)→水压→表面处理→打捆包装→发货。不锈钢焊管基本上是用在低压流体输送管道上面,所以在一般情况下不是在特殊环境里都可以正常使用的,省去不必要的担心。
江苏直缝焊管薄壁焊管的特征以及将来生长要求,目前,不锈钢工业焊管的应用领域越来越广泛。不锈钢工业焊管的特点是什么,将来的特征趋势是什么?非标直缝焊管薄壁焊管的壁厚不同。管壁的厚度没有很小的差异。管壁越厚,在设备和熔化设备上的投入就越多。当然,可行性越低,焊管的厚度精度越高,壁厚越均匀,内部和外部的亮度就越高,可以任意绘制划线焊接特性可分为自动焊接和手动焊接。自动焊接技术通常使用等离子焊接或水下电弧焊。手工焊接通常使用氩弧焊。在分类中,不锈钢工业焊管可分为直焊管和螺旋焊管,也可分为普通焊管,换热管,冷凝器管,镀锌焊管,吹氧管,钢丝衬套,公制焊管和支撑管。可以滚筒管,深井泵管,汽车管,变压器管,焊接薄管,焊接专用管等。
江苏直缝焊管薄壁焊管应用的一些重要领域,化工设备制造领域,1.石油化工设备制造。用户主要要求:φ108mm至φ325mm规格,直缝焊管薄壁焊管厂家介绍主要用于1Cr18Ni9Ti材料的不锈钢焊管无缝管和压力流体输送管道,管坯主要是进口和国产二次生产。2.染料化学设备的制造。用户的主要要求是: 300系列材料304、316、316L,310S等,厚度0.7mm至3.0mm的冷轧不锈钢焊管板和厚度4mm,5mm,6mm和8mm的热轧不锈钢焊管板;材料1Cr18Ni9Ti,规格φ25mm-φ80mm不锈钢焊管无缝管,配套不锈钢焊管紧固件,水暖。3.制药和化工设备制造。用户的主要要求是300系列材料304、309S,316、321等,厚度为0.7mm至3.0mm的冷轧不锈钢薄板和厚度为20mm至50mm的热轧不锈钢薄板,材料1Cr18Ni9Ti和规格为φ25mm至φ80mm的不锈钢焊管。
 公安备案号:32098202000142
公安备案号:32098202000142



